- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик

ການເລືອກຕໍາແຫນ່ງຈຸດສຸມສໍາລັບການຕັດເລເຊີຂອງໂລຫະທີ່ແຕກຕ່າງກັນ
2025-02-21
ໃນຂະບວນການຕັດເລເຊີ, ການເລືອກຕໍາແຫນ່ງຈຸດສຸມທີ່ຖືກຕ້ອງໂດຍອີງໃສ່ປະເພດຂອງວັດສະດຸແມ່ນກຸນແຈສໍາຄັນໃນການຮັບປະກັນຄຸນນະພາບແລະປະສິດທິພາບຂອງການຮັບປະກັນຄຸນນະພາບແລະປະສິດທິພາບຂອງການຮັບປະກັນຄຸນນະພາບ ລັກສະນະເຕັກນິກນີ້ໄດ້ຮັບຄວາມສົນໃຈທີ່ສໍາຄັນໃນທົ່ວອຸດສາຫະກໍາ.
1. ການຕັດເຫຼັກກາກບອນ
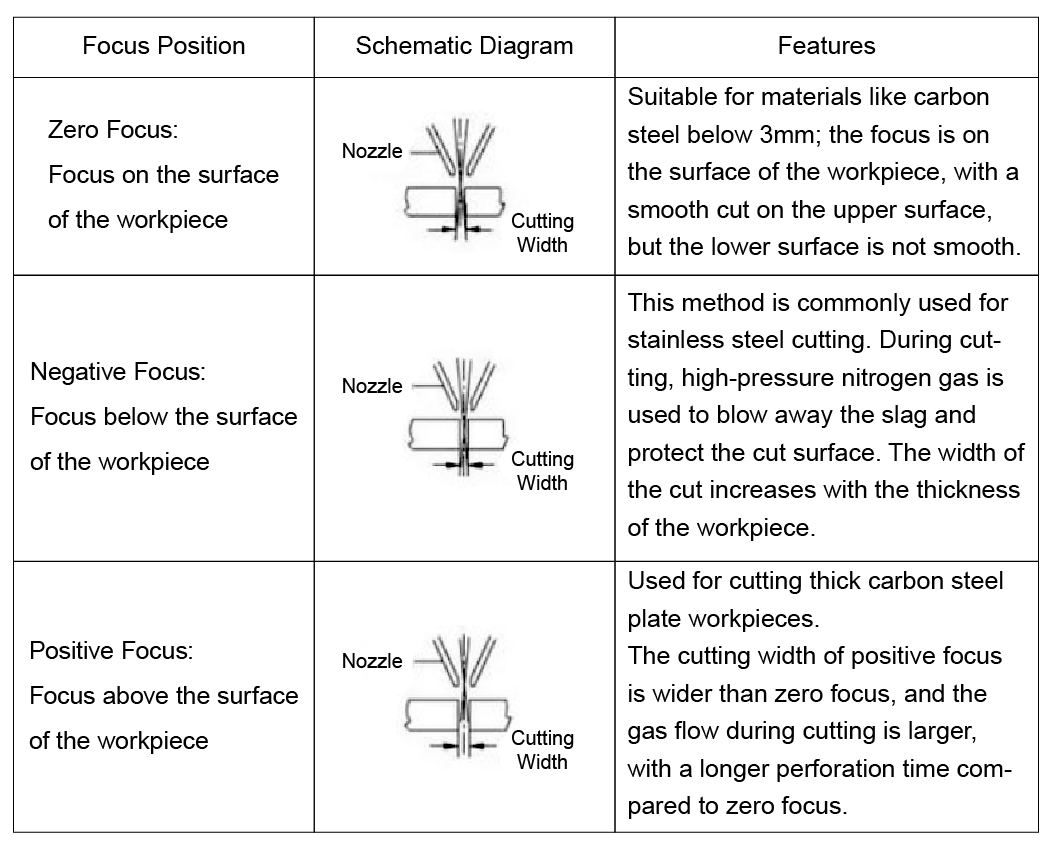
ການຕັດແຜ່ນບາງໆ:ສໍາລັບຕັດແຜ່ນບາງໆ (ເຊັ່ນ1-3mm), ຈຸດສຸມ Zero, ບ່ອນທີ່ຈຸດສຸມແມ່ນຕັ້ງຢູ່ເທິງຫນ້າດິນຂອງວັດສະດຸ, ແມ່ນໃຊ້ທົ່ວໄປ. ສິ່ງນີ້ຊ່ວຍປັບປຸງການຕັດຄວາມແມ່ນຍໍາ, ຫຼຸດຜ່ອນເຂດທີ່ຖືກກະທົບຄວາມຮ້ອນ, ແລະປະສົບຜົນສໍາເລັດຢ່າງລຽບງ່າຍ.
ການຕັດແຜ່ນແຜ່ນຂະຫນາດກາງແລະຫນາ:ໃນເວລາທີ່ຕັດແຜ່ນເຫຼັກຫນາຂະຫນາດກາງ (6-16mm), ຈຸດບວກແມ່ນປົກກະຕິແລ້ວແມ່ນທາງເລືອກທີ່ຕ້ອງການ. ດ້ວຍຈຸດສຸມທີ່ວາງໄວ້ຂ້າງເທິງອຸປະກອນການ, ເລເຊີເລຍແຜ່ລາມຫຼາຍຂື້ນເມື່ອເຂົ້າເຖິງພື້ນຜິວຂອງວັດສະດຸ, ເຊິ່ງຊ່ວຍໃນການກໍາຈັດແລະເຮັດໃຫ້ດ້ານການກໍາຈັດທີ່ສົດໃສ.
ການຕັດແຜ່ນຫນາ:ສໍາລັບແຜ່ນຫນາກ່ວາ16mm, ຈຸດສຸມໃນແງ່ລົບແມ່ນຖືກນໍາໃຊ້ໂດຍປົກກະຕິເພື່ອເສີມຂະຫຍາຍຄວາມໄວໃນການຕັດ, ເຖິງແມ່ນວ່າສິ່ງນີ້ອາດຈະເຮັດໃຫ້ຄຸນນະພາບຫຼຸດລົງເລັກນ້ອຍ.
2. ການຕັດເຫລັກສະແຕນເລດ
ການຕັດແຜ່ນບາງໆ:ສໍາລັບຕັດບາງແຜ່ນ, ເລເຊີໂດຍປົກກະຕິໃຊ້ຈຸດສຸມສູນເພື່ອຮັບປະກັນພື້ນຜິວທີ່ຕັດແມ່ນລຽບ, ດ້ວຍຈຸດສູງສຸດທີ່ໄດ້ຮັບການຕັດທີ່ສະອາດທີ່ສຸດ.
ການຕັດແຜ່ນແຜ່ນຂະຫນາດກາງແລະຫນາ:ສໍາລັບຈານທີ່ຫນາປານກາງ, ເພື່ອຮັບປະກັນຄຸນນະພາບຂອງແຂບທີ່ດີ, ຈຸດປະສົງທີ່ບໍ່ດີແມ່ນໄດ້ຮັບຮອງເອົາ. ຈຸດສຸມໄດ້ຖືກກໍານົດໄວ້ໃນເອກະສານທີ່ກວ້າງກວ່າເກົ່າເພື່ອເປີດກວ້າງການຕັດແລະປັບປຸງກະແສວັດສະດຸທີ່ພຽງພໍ, ຮັບປະກັນຄວາມຫນາແຫນ້ນຂອງພະລັງງານທີ່ພຽງພໍແມ່ນໃຊ້ກັບພື້ນທີ່ຕັດ.
3. ການຕັດອະລູມິນຽມ
ການຕັດແຜ່ນບາງໆ:ໃນເວລາທີ່ຕັດບາງແຜ່ນ, ທັງສອງຈຸດສຸມແລະຈຸດສຸມໃນທາງບວກເລັກນ້ອຍສາມາດຖືກນໍາໃຊ້. ຈຸດສຸມຂອງສູນໃຫ້ຄວາມຊັດເຈນແລະຄຸນນະພາບດ້ານທີ່ດີຂື້ນ, ໃນຂະນະທີ່ຈຸດສຸມໃນທາງບວກເຫມາະສົມເມື່ອແນວຕັ້ງແມ່ນຄວາມຕ້ອງການທີ່ສໍາຄັນ. ມັນຮັບປະກັນການຕັດແມ່ນກວ້າງກວ່າຢູ່ດ້ານເທິງເລັກນ້ອຍກ່ວາຢູ່ທາງລຸ່ມ, ອໍານວຍຄວາມສະດວກໃຫ້ແກ່ການກໍາຈັດແລະຮັກສາສາຍແລະການຮັກສາສາຍ.
ການຕັດແຜ່ນແຜ່ນຂະຫນາດກາງແລະຫນາ:ສໍາລັບຈານທີ່ຫນາປານກາງ, ທັງສອງຈຸດສຸມໃນແງ່ບວກແລະຈຸດສຸມໃນແງ່ລົບສາມາດໃຊ້ໄດ້. ຈຸດບວກໃນທາງບວກຮຽກຮ້ອງໃຫ້ມີພະລັງງານເລເຊີທີ່ພຽງພໍແລະຄວາມກົດດັນຂອງອາຍແກັສຊ່ວຍ. ໃນເວລາທີ່ໃຊ້ຈຸດສຸມໃນແງ່ລົບ, ຈຸດສຸມແມ່ນປົກກະຕິຢູ່ໃນລະດັບ 1/3 ເຖິງ 1/2 ຂອງຄວາມຫນາຂອງແຜ່ນ, ໃຫ້ການຕັດທີ່ຫມັ້ນຄົງແລະຫຼຸດຜ່ອນຄວາມຫຍາບຄາຍຢູ່ເທິງຫນ້າຕັດ.
4. ການຕັດທອງແດງ
ຈຸດສຸມໃນແງ່ລົບ (ສຸມໃສ່ດ້ານລຸ່ມຂອງພື້ນຜິວ): ສໍາລັບທອງແດງ, ຈຸດສຸມໃນແງ່ລົບແມ່ນການເລືອກທີ່ດີທີ່ສຸດ, ໂດຍສະເພາະສໍາລັບແຜ່ນທອງແດງ Thicker (6mm ແລະຂ້າງເທິງ). ຈຸດສຸມໃນທາງລົບເພີ່ມການເຈາະເລເຊີ, ໃຫ້ຊົດເຊີຍສໍາລັບສະຖານທີ່ສູງຂອງທອງແດງ, ແລະຊ່ວຍໃຫ້ມີເລເຊີເພື່ອຈຸດສຸມຢ່າງມີປະສິດຕິຜົນຫຼາຍຂື້ນ. ນີ້ຊ່ວຍເພີ່ມຄວາມເຂັ້ມຂົ້ນຂອງຄວາມປອດໄພແລະປັບປຸງຄວາມເລິກການຕັດແລະປະສິດທິພາບ.
ຈຸດສຸມ Zero (ສຸມໃສ່ດ້ານເທິງ):ສໍາລັບແຜ່ນທອງແດງບາງໆ (1-3mm), Zero Focus ແມ່ນຕົວເລືອກທີ່ເປັນໄປໄດ້, ໃຫ້ການຕັດຄວາມແມ່ນຍໍາທີ່ດີກວ່າເກົ່າແລະຫຼຸດຜ່ອນເຂດທີ່ຖືກກະທົບທີ່ຮ້ອນ, ເຊິ່ງຊ່ວຍຫຼຸດຜ່ອນການເຮັດໃຫ້ຜິດປົກກະຕິໃນເວລາຕັດດ້ານ.
ໂດຍການເລືອກຕໍາແຫນ່ງຈຸດສຸມທີ່ເຫມາະສົມ, ປະສິດທິພາບການຕັດເລເຊີແລະຄຸນນະພາບສາມາດໄດ້ຮັບການປັບປຸງທີ່ຖືກປັບປຸງສໍາລັບວັດສະດຸໂລຫະທີ່ແຕກຕ່າງກັນ. ທາງເລືອກຂອງຈຸດສຸມໃນທາງບວກ, ຈຸດສຸມໃນແງ່ລົບ, ຫຼືຈຸດສຸມຂອງສູນແມ່ນຖືກກໍານົດໂດຍຕົ້ນຕໍໂດຍຄວາມຫນາ, ຄວາມຫນາ, ຄວາມຮ້ອນ, ການປະຕິບັດຄວາມຮ້ອນ, ແລະຄວາມສະຫວ່າງຂອງວັດສະດຸ. ໃນພາກປະຕິບັດ, ຕໍາແຫນ່ງຈຸດສຸມທີ່ຖືກຕ້ອງຮັບປະກັນຄວາມເລິກຂອງການຕັດທີ່ລຽບງ່າຍ, ແລະເຂດທີ່ຖືກກະທົບຮ້ອນ, ແລະຜົນໄດ້ຮັບທີ່ສຸດໃນການປະຕິບັດການປຸງແຕ່ງທີ່ດີທີ່ສຸດ.