- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик

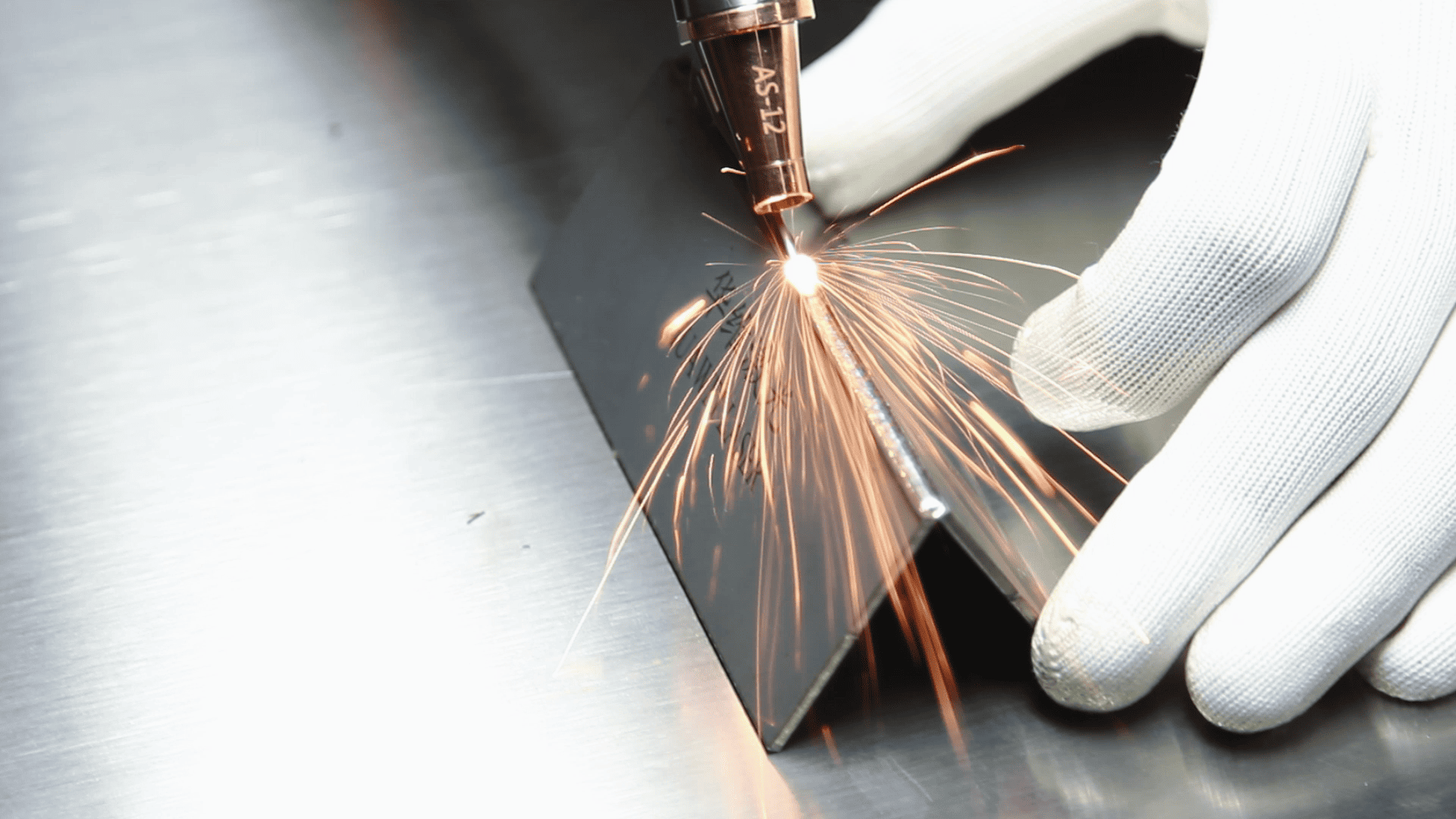
ການວິເຄາະຄວາມເຂົ້າໃຈຜິດທົ່ວໄປໃນ Laser Welding
ໃນການຜະລິດອຸດສາຫະກໍາ, ເລນ WELDING ແມ່ນຂະບວນການທີ່ສໍາຄັນທີ່ມີຄຸນນະພາບມີຜົນກະທົບດ້ານຄວາມປອດໄພແລະຄວາມຫນ້າເຊື່ອຖືຂອງຜະລິດຕະພັນໂດຍກົງ. ເຖິງຢ່າງໃດກໍ່ຕາມ, ຜູ້ປະຕິບັດງານມັກຈະຕົກຢູ່ໃນຂຸມຜິດປົກກະຕິທີ່ປະນີປະນອມຄວາມສັດຊື່ຂອງການເຊື່ອມໂລຫະ, ແນະນໍາອັນຕະລາຍຄວາມປອດໄພ, ແລະລົບກວນການຜະລິດ. ຂ້າງລຸ່ມນີ້, ພວກເຮົາ dissect ສິບຄວາມເຂົ້າໃຈຜິດໃນເລເຊີທີ່ມີຢູ່ເພື່ອຊ່ວຍໃຫ້ຜູ້ຊ່ຽວຊານຫຼຸດຜ່ອນຄວາມສ່ຽງແລະເສີມຂະຫຍາຍຄຸນນະພາບຂອງຂະບວນການ.
ຄວາມເຂົ້າໃຈຜິດ 1: ປະຈຸບັນທີ່ສູງກວ່າ / ຕ່ໍາກວ່າແມ່ນດີກວ່າເກົ່າບໍ?
ການວິເຄາະອອກກໍາລັງກາຍ: ການຄວບຄຸມໃນປະຈຸບັນແມ່ນມີຄວາມສໍາຄັນ. ໃນປະຈຸບັນທີ່ກໍາລັງເພີ່ມຂື້ນຫຼາຍເກີນໄປ, ການເຜົາຜານໂດຍຜ່ານອຸປະກອນການແລະການສ້າງ凹陷 (dents), ອ່ອນເພຍກໍາລັງໂຄງສ້າງ. ກະແສກະແສທີ່ບໍ່ພຽງພໍລົ້ມເຫລວໃນການລະລາຍອຸປະກອນການເຕີມເຕັມພໍສົມຄວນ, ສົ່ງຜົນໃຫ້ທັນສະໄຫມໃນ假焊 (ຂໍ້ຕໍ່ເຢັນ) ແລະຄວາມສ່ຽງດ້ານຄວາມປອດໄພທີ່ເຊື່ອງໄວ້.
ການປະຕິບັດທີ່ດີທີ່ສຸດ: ເພີ່ມປະສິດທິພາບໃນປະຈຸບັນໂດຍອີງໃສ່ຄວາມຫນາຂອງວັດສະດຸແລະປະເພດໄຟຟ້າ / ສາຍ. ສໍາລັບແຜ່ນເຫຼັກຂະຫນາດ 3 ມມທີ່ມີໄຟຟ້າφ2.5, ໃຊ້ 90-110A ເປັນຄໍາແນະນໍາ, ແຕ່ໃຫ້ອີງໃສ່ປື້ມຄູ່ມືຂອງ Welder ສໍາລັບພາລາມິເຕີສະເພາະ.
ຄວາມເຂົ້າໃຈຜິດ 2: ການລະເລີຍການທໍາຄວາມສະອາດກ່ອນການນໍາໃຊ້ weld
ການວິເຄາະອອກ: ນ້ໍາມັນ, ນ້ໍາມັນ, ຂຸ່ຍ, ຫລືຊັ້ນຜຸພັງເຮັດຫນ້າທີ່ເປັນສິ່ງກີດຂວາງ. ສິ່ງປົນເປື້ອນເຫລົ່ານີ້ໄດ້ອອກອາຍໃນລະຫວ່າງການເຊື່ອມໂລຫະ, ສ້າງຮູບແບບ气孔 (ຮູຂຸມຂົນ) ຫຼືເລື່ອນການລວມເອົາທີ່ອ່ອນລົງທີ່ອ່ອນແອລົງ.
ການປະຕິບັດທີ່ດີທີ່ສຸດ: ເອົາພື້ນທີ່ທີ່ມີຄວາມສະອາດຢ່າງລະອຽດກັບໂລຫະ光泽 (luster) ໂດຍໃຊ້ມຸມ grinders ມຸມຫຼືແປງສາຍ. degrease ມີ acetone ສໍາລັບພື້ນຜິວທີ່ບໍ່ມີນ້ໍາມັນ.
ຄວາມເຂົ້າໃຈຜິດທີ 3: ມຸມ electrode ແບບສຸ່ມ
ການສຶກສາກໍລະນີ: ໃນການເຊື່ອມໂລຫະແປ, ມຸມ
ເຕັກນິກທີ່ຖືກຕ້ອງ:
ການເຊື່ອມໂລຫະແບນ: ອຽງ Electrodes 70 ° -80 °ຫລັງສໍາລັບ ARCSST ສໍາລັບການແຈກຢາຍຄວາມຮ້ອນແລະຄວາມຮ້ອນທີ່ເປັນເອກະພາບ; ໃຊ້ການເຄື່ອນໄຫວຕາມເສັ້ນທາງທີ່ສະຫມໍ່າສະເຫມີ.
ການເຊື່ອມໂລຫະແບບແນວຕັ້ງ: ຮັກສາການເຊື່ອມໂລຫະແບບແນວຕັ້ງ: 40 ° 14 ° APLIGH ພ້ອມກັບ Zigzag oscillation ແລະຢຸດຊົ່ວຄາວຢູ່ແຄມຂອງການປ້ອງກັນ咬边 (undercut).
ຄວາມເຂົ້າໃຈຜິດທີ 4: ການກວດກາອຸປະກອນຂ້າມອຸປະກອນ
ຄວາມສ່ຽງ: ການຮົ່ວໄຫຼຂອງອາຍແກັສໃນການເຊື່ອມໂລຫະທີ່ປ້ອງກັນການແຊກແຊງອົກຊີ / ໄນໂຕຣເຈນ, ຜຸພັງ, ການຜຸພັງ焊缝. ສາຍໄຟດິນທີ່ຫຼົ່ນລົງເພີ່ມຂື້ນຕ້ານທານ, ເຊິ່ງກໍ່ໃຫ້ເກີດ ARTRATION ARTICTE ຫຼືໄຟໄຫມ້.
ອະນຸສັນຍາ: ການກວດສອບປະຈໍາວັນສໍາລັບການວາງພື້ນຖານທີ່ເຫມາະສົມ, ສາຍໄຟສາຍໄຟ, ແລະຄວາມກົດດັນກະບອກອາຍແກັດ (ສໍາລັບການເຊື່ອມໂລຫະທີ່ປ້ອງກັນອາຍແກັສ).
ຄວາມເຂົ້າໃຈຜິດ 5: ເຄື່ອງມືປ້ອງກັນ Incanandard
ອັນຕະລາຍ: ACGING RADIACIATIS ທີ່ເຮັດໃຫ້ການຖ່າຍຮູບພາບ; Sparks ໄຫມ້ຜິວຫນັງ; ຄວັນໄຟນໍາໃຊ້ເປັນໂຣກ pneumococoniosis.
PPE ທີ່ຈໍາເປັນ:
ຫມວກກັນກະທົບແບບອັດຕະໂນມັດ (DIE11 +).
ຊຸດທີ່ທົນທານຕໍ່ flame + ຖົງມືຫນັງ.
ລະບົບລະບາຍອາກາດຫຼືເຄື່ອງສໍາອາງຫາຍໃຈທີ່ໄດ້ຮັບການຢັ້ງຢືນ.
ຄວາມເຂົ້າໃຈຜິດທີ 6: ຖານທີ່ບໍ່ຖືກຕ້ອງແລະເອກະສານເຄື່ອງເຕີມ
ຂໍ້ຜິດພາດທີ່ສໍາຄັນ: ໃຊ້ໄຟຟ້າເຫຼັກກ້າກາກບອນໃສ່ເຫຼັກສະແຕນເລດເລັ່ງການກັດກ່ອນຢູ່焊缝.
ຄໍາແນະນໍາ:
ກົງກັບສ່ວນປະກອບທາງເຄມີ (.g. , q235 ເຫຼັກທີ່ມີ E4303 Electrodes).
ຮັບປະກັນການທຽບເທົ່າກົນຈັກສໍາລັບເຕົາໄຟທີ່ມີຄວາມເຂັ້ມແຂງສູງ.
ຄວາມເຂົ້າໃຈຜິດ 7: ອຸນຫະພູມ interlayer ທີ່ບໍ່ຄວບຄຸມ
ຂໍ້ບົກຜ່ອງ: ຄວາມຮ້ອນຫຼາຍເກີນໄປໃນການເຊື່ອມໂລຫະທີ່ມີການເຊື່ອມໂລຫະທີ່ມີຫຼາຍຊັ້ນແລະເຮັດໃຫ້ເສື່ອມໂຊມ.
ວິທີການຄວບຄຸມ:
ຕິດຕາມກວດກາເຄື່ອງຕິດຕາມ Interlayer (150-250 ° C) ກັບເຄື່ອງວັດພື້ນທີ່ຂອງອິນຟາເລດ.
ໃຊ້ຂ້າມການເຊື່ອມໂລຫະເພື່ອແຈກຢາຍຄວາມຮ້ອນໃຫ້ຄືກັນ.
ຄວາມເຂົ້າໃຈຜິດ 8: ບໍ່ສົນໃຈການປິ່ນປົວຫລັງການ
ຄວາມສ່ຽງທີ່ເຊື່ອງໄວ້: Slag 残留 (ສິ່ງເສດເຫຼືອ) ສົ່ງເສີມການກັດກ່ອນ; ຄວາມກົດດັນທີ່ຍັງເຫຼືອສາເຫດທີ່ເຮັດໃຫ້ຮອຍແຕກ.
ລະບຽບການ:
ເອົາ slag ອອກດ້ວຍ hipping hammers; ໂປໂລຍກັບແປງລວດ.
ນໍາໃຊ້ annealing ຄວາມກົດດັນ annealing ສໍາລັບອົງປະກອບທີ່ສໍາຄັນ.
ຄວາມເຂົ້າໃຈຜິດ 9: ການເອື່ອຍອີງໃນໄລຍະເຕັກນິກດຽວ
ຂໍ້ຈໍາກັດ: ທັກສະໃນການເຊື່ອມໂລຫະທີ່ຮາບພຽງຢູ່ຄົນດຽວລົ້ມລົງໃນການເຊື່ອມໂລຫະຫລືທໍ່ທີ່ນໍາໄປທາງທໍ່, ນໍາໄປສູ່焊瘤 (ຊ້ອນກັນ) ຫຼື fusion ບໍ່ຄົບຖ້ວນ.
ການຝຶກອົບຮົມ: ຕົ້ນສະບັບພາບພົດທາງຂວາງ, ອອກຕາມລວງນອນ, ແລະເກີນກໍານົດ; ປະຕິບັດການເຊື່ອມໂລຫະທີ່ລະເບີດຂອງ arc (whipping) ແລະຜ້າຄຸມ crescent.
ຄວາມເຂົ້າໃຈຜິດ 10: ບໍ່ສົນໃຈປັດໃຈສິ່ງແວດລ້ອມ
ສະຖານະການທີ່ຫ້າມ: ຝົນຕົກແຮງຈູງໃຈຂອງ hydrogen crawacks; ສະຖານທີ່ທີ່ຖືກກັກຂັງໃສ່ກັບດັກອາຍພິດ.
ຄວາມຕ້ອງການ:
ຮັກສາຄວາມຊຸ່ມຊື່ນ <85%; ໃຊ້ windbreaks ສໍາລັບ gusts> 2m / s.
ຮັກສານໍ້າໃຫ້ຢູ່ຫ່າງຈາກໂລຫະປະສົມອາລູມິນຽມ / ແມັກນີນຽມ.
Huawei laser ໄດ້ເຕືອນທ່ານ: ການເຊື່ອມໂລຫະທີ່ມີຄວາມແມ່ນຍໍາ, ຄວາມເປັນເລີດກ່ອນ! ເພື່ອສ້າງຄວາມເຂັ້ມແຂງໃຫ້ອຸດສາຫະກໍາໃນການເອົາຊະນະສິ່ງທ້າທາຍໃນການເຊື່ອມໂລຫະ, Huawei Laser ແນະນໍາ 1500000W -UR8000W ລຸ້ນ laser laser laser, ໄດ້ຮັບການອອກແບບສໍາລັບເຫລັກສະແຕນເລດ, ເຫຼັກກາກບອນ, ແລະໂລຫະປະສົມອະລູມີນຽມ. ປະກອບດ້ວຍການປັບການຕິດຕາມກວດກາໃນເວລາທີ່ມີເວລາທີ່ແທ້ຈິງ, ລະບົບກະບອກແບບນີ້ເຮັດໃຫ້ມີຂໍ້ຜິດພາດແບບດັ້ງເດີມ, ແລະຍົກລະດັບສະມັດຕະພາບ.
ຕິດຕໍ່ huawei laser:
email: Huaweilaser 201317@163.com | ເວັບໄຊທ໌ທີ່ເປັນທາງການ: www.huawei-laser.com
ຫມາຍເຫດ: ການແປພາສານີ້ຮັກສາຄໍາສັບເຕັກນິກນີ້ເປັນພາສາຈີນ (ດ້ວຍຄໍາອະທິບາຍພາສາອັງກິດ) ເພື່ອຮັບປະກັນຄວາມກະຈ່າງແຈ້ງຕໍ່ໂລກ. ປະຕິບັດຕາມຄໍາແນະນໍາກ່ຽວກັບຜູ້ຜະລິດອຸປະກອນສະເຫມີສໍາລັບການດໍາເນີນງານສະເພາະ.